�������ܳ��Ϳp"�N��"�ķ����c����
�������ܳ��Ϳp"�N��"�ķ����c����
ժҪ:�����������a(ch��n)�У����Ϳp"�N��"���ձ���ڵ�һ�N����ȱ�ݣ��ڲ���С���ͽ����a(ch��n) �r(sh��)���F(xi��n)����ͻ���������˳��Ϳp"�N��"��Σ������a(ch��n)��ԭ������˿��еĿ��ƴ�ʩ����(du��)�� ����Ϳp"�N��"�������������ܳ��Ϳp�|(zh��)������һ���Ľ��b��ָ��(d��o)���x��
�P(gu��n)�I�~:��������;���Ϳp"�N��";ԭ�����;���ƴ�ʩ
�P(gu��n)�I�~:��������;���Ϳp"�N��";ԭ�����;���ƴ�ʩ
1���Ϳp"�N��"ȱ�
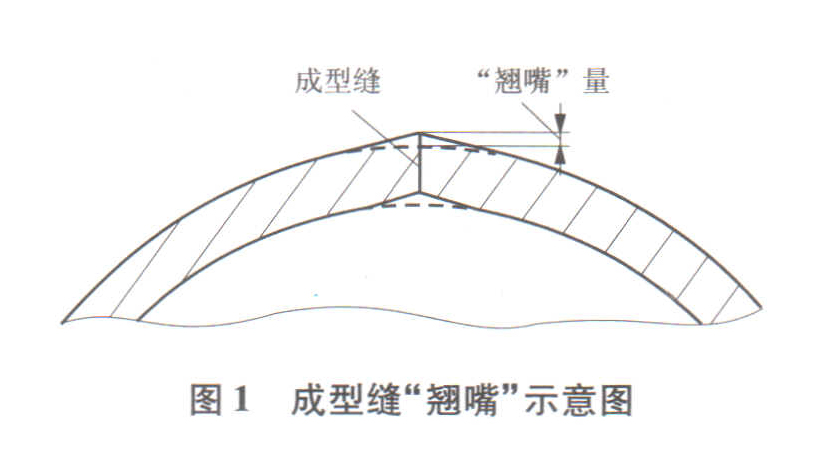
���Ϳp"�N��" (Ҳ�Q֮��"��(ji��)"��"����") �F(xi��n)���������������a(ch��n)���ձ���ڣ����F(xi��n)����Ϳp�ɂ�(c��)�����N����Dl��ʾ��"�N��"��(du��)䓹��|(zh��)��Ӱ� �^��GB 9711��API SPEC 5L�ж��]�д��(xi��ng)�|(zh��)��ָ��(bi��o)��Ҫ���S���ܾ����O(sh��)���̌�(du��)䓹��|(zh��)��Ҫ��IJ�����ߣ����Ϳp"�N��"��Ҳ�ɞ�һ��(g��)��Ҫ���|(zh��)��ָ��(bi��o)��������|ݔ�ܾ������_ʼ�����������ܹ�؛�a(b��)�似�g(sh��)�l���Ќ�(du��)"�N��"�������_������Ҏ(gu��)��:���p�ɂ�(c��)��50mm���L(zh��ng)������(n��i)�ֲ��^(q��)���c䓹�����A���������ƫ��ô���1.5mm[l]����ˣ���Ч���Ƴ��Ϳp"�N��"�@��Խ��Խ ��Ҫ��
2���Ϳp�N���Σ��
2.1�ܾ�ʩ���r(sh��)�M��(du��)���y
�ܾ�ʩ��Ҏ(gu��)��Ҫ��(du��)��̎�������p����e(cu��)�_ һ�����x��"�N��"̎��Ҏ(gu��)�t�ĈA�����c��һ䓹� �^����ĈA���Ό�(du��)�p����(hu��)�a(ch��n)���h(hu��n)���p��(du��)�p�e(cu��)߅���e(cu��) ߅���Ĵ�С�c�D1��ʾ"�N��"��������ȡ�
2.2�ܶ˃�(n��i)���p��ĥ���@����ĸ��
�F(xi��n)�Юa(ch��n)Ʒ��(bi��o)��(zh��n)��Ҫ��(du��)䓹ܹܶ�����150mm������(n��i)�ă�(n��i)�⺸�p�M(j��n)�д�ĥ��ĥ����ߞ�0-0.5 mm��������Ϳp"�N��"�^��(y��n)�أ����M(j��n)�Ѓ�(n��i)���p��ĥ�r(sh��),�鱣�Cĥ����ߝM���(bi��o)��(zh��n)Ҫ����(hu��)���@�������p�ɂ�(c��)��䓹�ĸ�ģ���(d��o)��䓹�ʣ��ں�p������������(bi��o)��(zh��n)Ҫ��
2.3�ӄ����Ϳp�ă�(n��i)�o����
���Ϳp"�N��"��(hu��)�M(j��n)һ���ӄ���(n��i)�o���ɣ���(d��o)�³��Ϳp׃�������|(zh��)������(w��n)�������F(xi��n)���p�������A�s��δ���Ⱥ���ȱ�ݣ�����Ҏ(gu��)�����{(di��o)���y���m��(y��ng)���Ϳp���l��׃����
2.4���Ϳp������(y��ng)������
"�N��"̎���ʲ�Ҏ(gu��)�����a(ch��n)���ߴ�ͻ׃?n��i)��ݣ��?quot;�N��"̎��(y��ng)��(����һ�Α�(y��ng)�����|(zh��))����ϵ��(sh��) ���ߣ���(d��o)��"�N��"̎��(y��ng)�����У�Ӱ푹ܾ����ۉ����������˹ܾ��\(y��n)�еİ�ȫ�ԺͿɿ��ԡ�
2.5Ӱ푺��p���^�|(zh��)��
"�N��"��(y��n)�صij��Ϳp���ӕr(sh��)����(n��i)���׳��F(xi��n)�� �y�����p߅����Ҏ(gu��)����ȱ��[�ɣ��⺸�׳��F(xi��n)���p ƫ�������p����^�ߵ�ȱ�ݣ���(du��)��(n��i)�����Ҳ��(hu��)�a(ch��n)�� Ӱ푡�
�ܾ�ʩ��Ҏ(gu��)��Ҫ��(du��)��̎�������p����e(cu��)�_ һ�����x��"�N��"̎��Ҏ(gu��)�t�ĈA�����c��һ䓹� �^����ĈA���Ό�(du��)�p����(hu��)�a(ch��n)���h(hu��n)���p��(du��)�p�e(cu��)߅���e(cu��) ߅���Ĵ�С�c�D1��ʾ"�N��"��������ȡ�
2.2�ܶ˃�(n��i)���p��ĥ���@����ĸ��
�F(xi��n)�Юa(ch��n)Ʒ��(bi��o)��(zh��n)��Ҫ��(du��)䓹ܹܶ�����150mm������(n��i)�ă�(n��i)�⺸�p�M(j��n)�д�ĥ��ĥ����ߞ�0-0.5 mm��������Ϳp"�N��"�^��(y��n)�أ����M(j��n)�Ѓ�(n��i)���p��ĥ�r(sh��),�鱣�Cĥ����ߝM���(bi��o)��(zh��n)Ҫ����(hu��)���@�������p�ɂ�(c��)��䓹�ĸ�ģ���(d��o)��䓹�ʣ��ں�p������������(bi��o)��(zh��n)Ҫ��
2.3�ӄ����Ϳp�ă�(n��i)�o����
���Ϳp"�N��"��(hu��)�M(j��n)һ���ӄ���(n��i)�o���ɣ���(d��o)�³��Ϳp׃�������|(zh��)������(w��n)�������F(xi��n)���p�������A�s��δ���Ⱥ���ȱ�ݣ�����Ҏ(gu��)�����{(di��o)���y���m��(y��ng)���Ϳp���l��׃����
2.4���Ϳp������(y��ng)������
"�N��"̎���ʲ�Ҏ(gu��)�����a(ch��n)���ߴ�ͻ׃?n��i)��ݣ��?quot;�N��"̎��(y��ng)��(����һ�Α�(y��ng)�����|(zh��))����ϵ��(sh��) ���ߣ���(d��o)��"�N��"̎��(y��ng)�����У�Ӱ푹ܾ����ۉ����������˹ܾ��\(y��n)�еİ�ȫ�ԺͿɿ��ԡ�
2.5Ӱ푺��p���^�|(zh��)��
"�N��"��(y��n)�صij��Ϳp���ӕr(sh��)����(n��i)���׳��F(xi��n)�� �y�����p߅����Ҏ(gu��)����ȱ��[�ɣ��⺸�׳��F(xi��n)���p ƫ�������p����^�ߵ�ȱ�ݣ���(du��)��(n��i)�����Ҳ��(hu��)�a(ch��n)�� Ӱ푡�
3���Ϳp"�N��"ԭ�����
3.1���͕r(sh��)���~��߅�����g����׃������һ�� ����M(j��n)��������C(j��)�������͕r(sh��)����䓃�߅ ���в���׃�β�һ�¡����ڃ�(n��i)���^�b��Ҫռ��(j��)һ���Ŀ��g���ұ�( 2#ݗ)���ò��ܸ��w����(g��)�� �࣬��(d��o)���f��߅��100 -150 mm������(n��i)�Ď�䓏� ��׃�β���֡����⣬��(n��i)��ݗ��С֮�g���g�࣬ ���y�{(di��o)�������É�ס���߅������ˣ���䓃�߅ ��׃�Λ]�����g���ֵ�׃�γ�֣��Ͽp�r(sh��)��(d��o)��
"�N��"��
3.2�Ͽp�r(sh��)��䓃�߅׃�β�һ��
�Ͽp̎��䓃�߅׃�β�һ��(hu��)��(d��o)��߅"�N ��"����ͬ�����Ϳpҧ��̎������߅�ѽ�(j��ng)�^��ݗ ����������o������׃�Σ�׃���^��֣��f��߅ �t���M(j��n)����ݗ����C(j��)��׃�β���֣���ˣ����Ϳp ҧ�ϕr(sh��)�f��߅��"�N��"��������߅��
3.3���ͽ�ԽСԽ���a(ch��n)��"�N��"
����ڏ���׃���^���У����A����C(j��)��ÿ�� ƽ����䓹����ľ����ش�ֱ�ڳ��Ϳp�������_�� 䓹ܵ���������һ��(g��)�E�A����D2��ʾ��
"�N��"��
3.2�Ͽp�r(sh��)��䓃�߅׃�β�һ��
�Ͽp̎��䓃�߅׃�β�һ��(hu��)��(d��o)��߅"�N ��"����ͬ�����Ϳpҧ��̎������߅�ѽ�(j��ng)�^��ݗ ����������o������׃�Σ�׃���^��֣��f��߅ �t���M(j��n)����ݗ����C(j��)��׃�β���֣���ˣ����Ϳp ҧ�ϕr(sh��)�f��߅��"�N��"��������߅��
3.3���ͽ�ԽСԽ���a(ch��n)��"�N��"
����ڏ���׃���^���У����A����C(j��)��ÿ�� ƽ����䓹����ľ����ش�ֱ�ڳ��Ϳp�������_�� 䓹ܵ���������һ��(g��)�E�A����D2��ʾ��
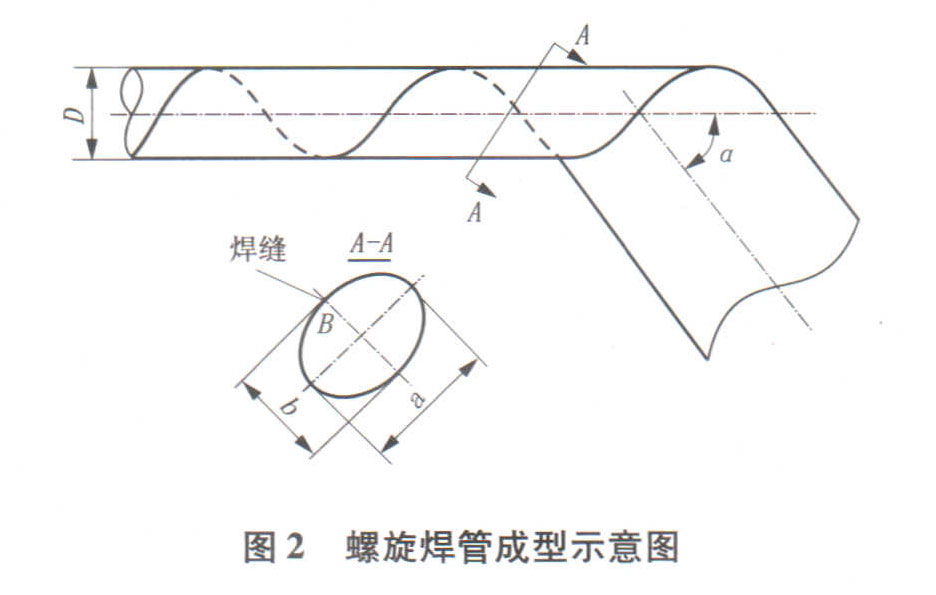
�E�A�L(zh��ng)�S��= D/cos�������Sb=D�����ͽǦ� ԽС��cos��Խ�E�A�L(zh��ng)�S�����S֮׃�̣����pB ̎����������"�N��"څ��(sh��)��Խ��[3 ]��
���⣬"�N��"�A��߀�c�����ں��|(zh��)���� �P(gu��n)����ԽС���ں�Խ��䓼�(j��)Խ�ߣ�"�N��"څ��(sh��) Խ��
���⣬"�N��"�A��߀�c�����ں��|(zh��)���� �P(gu��n)����ԽС���ں�Խ��䓼�(j��)Խ�ߣ�"�N��"څ��(sh��) Խ��
4���Ϳp"�N��"�Ŀ��ƴ�ʩ
4.1���M(j��n)���߅���A(y��)���bֱ
����֮ǰ��(du��)���߅���M(j��n)���A(y��)���Ƿ�ֹ���Ϳp "�N��"����Ч��ʩ�����M(j��n)�A(y��)���b���O(sh��)Ӌ(j��)��(du��)�����A(y��) ��Ч���Ȟ���Ҫ��
Ŀǰ����(gu��)��(n��i)������������S�ձ���õ��A(y��)�� �b������D3��ʾ��ԓ�b�ÿ����w�M(j��n)���{(di��o)���� ��A(y��)��߅���ȣ�ͨ�^�������{(di��o)��(ji��)���{(di��o)��������
�Ĵ�С���䃞(y��u)�c(di��n)�ǽY(ji��)��(g��u)��(ji��n)�Ρ��{(di��o)��(ji��)���㡢���S �ޡ�ȱ�c(di��n)����:һ���ڰ匒�����ϣ���������(du��)λ �ò����{(di��o)�����o����׃�����c(di��n)��λ��;����ͬһ �Ͳ����m��(y��ng)��ͬҎ(gu��)��䓹�߅�������Ĺ�ˇҪ�� ��ˣ��A(y��)���b���ͼ��Y(ji��)��(g��u)��(y��ng)���������M(j��n)�� ���M(j��n)�O(sh��)Ӌ(j��)��
����֮ǰ��(du��)���߅���M(j��n)���A(y��)���Ƿ�ֹ���Ϳp "�N��"����Ч��ʩ�����M(j��n)�A(y��)���b���O(sh��)Ӌ(j��)��(du��)�����A(y��) ��Ч���Ȟ���Ҫ��
Ŀǰ����(gu��)��(n��i)������������S�ձ���õ��A(y��)�� �b������D3��ʾ��ԓ�b�ÿ����w�M(j��n)���{(di��o)���� ��A(y��)��߅���ȣ�ͨ�^�������{(di��o)��(ji��)���{(di��o)��������
�Ĵ�С���䃞(y��u)�c(di��n)�ǽY(ji��)��(g��u)��(ji��n)�Ρ��{(di��o)��(ji��)���㡢���S �ޡ�ȱ�c(di��n)����:һ���ڰ匒�����ϣ���������(du��)λ �ò����{(di��o)�����o����׃�����c(di��n)��λ��;����ͬһ �Ͳ����m��(y��ng)��ͬҎ(gu��)��䓹�߅�������Ĺ�ˇҪ�� ��ˣ��A(y��)���b���ͼ��Y(ji��)��(g��u)��(y��ng)���������M(j��n)�� ���M(j��n)�O(sh��)Ӌ(j��)��
(1)��(y��u)���A(y��)��ŤŤ��
����(j��)��ͬ�ij��ͽǺ�䓹�Ҏ(gu��)���O(sh��)Ӌ(j��)����(y��ng)���A(y��) ���A�A�ͣ����c(di��n)��(y��u)���O(sh��)Ӌ(j��)�D3�еĴ��͎��Լ� ���ͷ��ĈA��λ�ã�ͬ�r(sh��)�Ɍ����A(y��)��ݗ�C(j��)��(g��u)�O(sh��) Ӌ(j��)���ڰ匒��������(du��)�����A(y��)��λ�þ��п��{(di��o)�� �Ĺ��ܣ��Ը�׃�����c(di��n)��λ�ã��M�㲻ͬ���A(y��)���� ˇҪ��
(2)���������A(y��)��Ť�����N���O(sh��)Ӌ(j��)
���M(j��n)����A(y��)��ݗݗ�Ͳ��ù����A(y��)������� �N���O(sh��)Ӌ(j��)����D4��ʾ��
����(j��)��ͬ�ij��ͽǺ�䓹�Ҏ(gu��)���O(sh��)Ӌ(j��)����(y��ng)���A(y��) ���A�A�ͣ����c(di��n)��(y��u)���O(sh��)Ӌ(j��)�D3�еĴ��͎��Լ� ���ͷ��ĈA��λ�ã�ͬ�r(sh��)�Ɍ����A(y��)��ݗ�C(j��)��(g��u)�O(sh��) Ӌ(j��)���ڰ匒��������(du��)�����A(y��)��λ�þ��п��{(di��o)�� �Ĺ��ܣ��Ը�׃�����c(di��n)��λ�ã��M�㲻ͬ���A(y��)���� ˇҪ��
(2)���������A(y��)��Ť�����N���O(sh��)Ӌ(j��)
���M(j��n)����A(y��)��ݗݗ�Ͳ��ù����A(y��)������� �N���O(sh��)Ӌ(j��)����D4��ʾ��
�ڹ�����B(t��i)�£������A(y��)���A�A���ڴ�ֱ���� ���g϶��
/1h = l +��m��+ /1l + (0. 5 - 1. 0) �� ʽ��: l��䓹��Q���;
8maxһ��䓺�ȘO����ƫ��;
/1tһ����^β��(du��)�ӿp������e(cu��)߅����
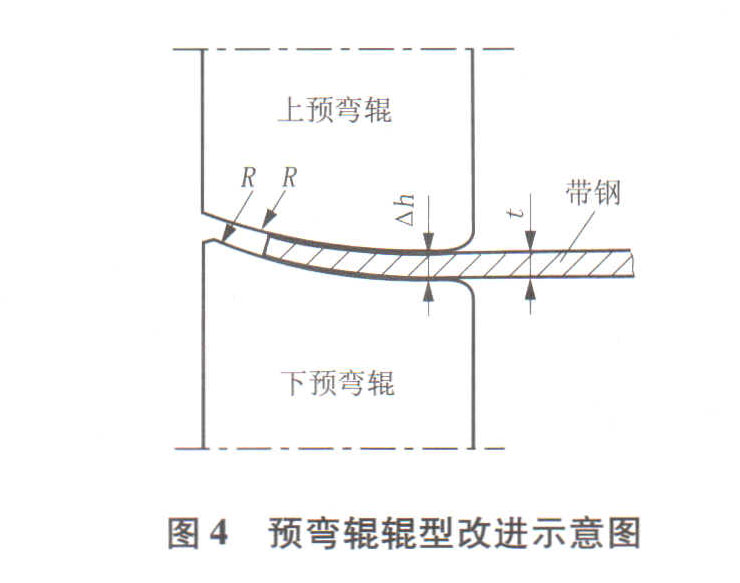
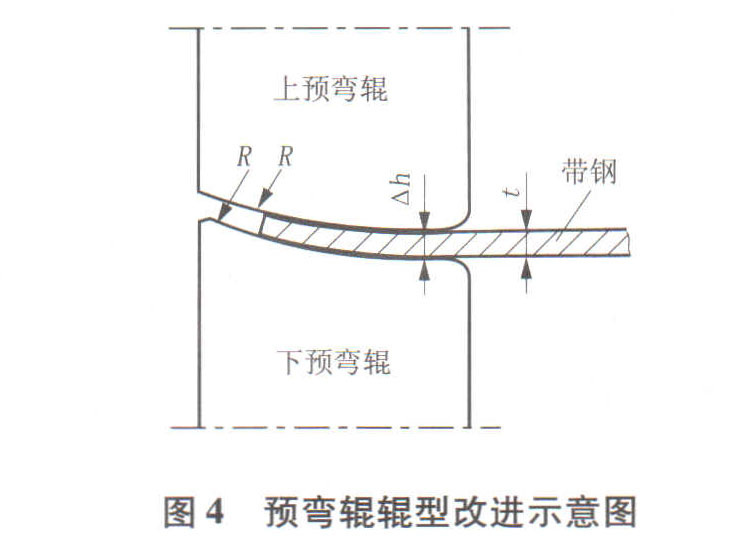
ԓ�Y(ji��)��(g��u)ͬ��Ҫ����(j��)��ͬ���ͽǺ�䓹�Ҏ(gu��)���O(sh��)Ӌ(j��)����(y��ng)���A(y��)����Ҫ���Cԓ�b��������������(du��)�� ��^β��(du��)������˸���Ҫ��:һ�nj�(du��)�ӿp�e(cu��)߅�� ��횇�(y��n)����ƣ����nj�(du��)��䓃�߅���c�A(y��)�����ȷ� ����(n��i)�Č�(du��)�Ӻ��p����M(j��n)��ĥƽ̎����ĥ����߿� ����0-0.5 mm��(n��i)��
(3)�������A(y��)���bֱ
�m܇?y��n)��A(y��)���b�û����Y(ji��)��(g��u)��D5��ʾ���b���� Ҫ�����w�����A(y��)�����C(j��)��(g��u)(݆�U�p�� ��)�������A(y��)����3#�A(y��)�����M(j��n)�˙C(j��)��(g��u)�Ȳ����M �ɡ��b�ÿ�����������؎�䓌��ȷ������w�M(j��n) �ˣ����{(di��o)��(ji��)����A(y��)�����Ⱥ͏����c(di��n)λ�á�2#�A(y��)�� ����������늄�(d��ng)݆�U�C(j��)��(g��u)�Ԅ�(d��ng)�{(di��o)����3#�A(y��) ���ڎ�䓌��ȷ����ϵ��M(j��n)�˲����ք�(d��ng)�z�U����(d��ng) �C(j��)��(g��u)�{(di��o)����ͨ�^�{(di��o)�����A(y��)���ĉ�������Y�A(y��)�� ݗ���M(j��n)������M�㲻ͬ䓹�Ҏ(gu��)��ͳ��ͽnj�(du��)��� ߅�����A(y��)��Ҫ��
����ԓ�A(y��)���b��Ҳ����һ���ľ����ԡ����� �b�ñ����ڎ�䓌��ȷ���ռ��(j��)�Ŀ��g�^���ڲ��� խ��(��䓹��������\(y��n)��(d��o)�匒��+5��mm)���a(ch��n)�r(sh��) ��߅�A(y��)��Ч���^���һ���棬���b�ñ���M��� ����Ƽs�����������λ��(d��o)����x���߅������(du��)�^ �h(yu��n)���o����f�;��Ŀ��Ǝ�����һ�����y�ȣ��ڱ� ���䓼�(j��)䓹����a(ch��n)�r(sh��)�f�;������y�ȸ���
4.2��(y��u)���{(di��o)��߅���A(y��)����ˇ����(sh��)
�oՓ���������ķN�Y(ji��)��(g��u)���b�Ì�(du��)���߅���M(j��n) ���A(y��)������(du��)�A(y��)����ˇ����(sh��)�M(j��n)�к����{(di��o)���Ͳ�����(y��u)
��������Ҫ������(j��)��ͬ�ij��ͽǡ�䓹ܹ���� ��(j��)���ں�ͳ��Ϳp"�N��"�̶Ȍ�(du��)�A(y��)���b�����w�M(j��n) ���������A(y��)��ݗ�����������߅���������ȡ����� �c(di��n)λ�õ���Ҫ��ˇ����(sh��)�M(j��n)���{(di��o)���������࿂�Y(ji��)��(y��u) �����M���(bi��o)��(zh��n)��(du��)���Ϳp"�N��"��ָ��(bi��o)��Ҫ��
��ǰ��ԭ�������֪�����Ϳp�f��߅"�N��" ������߅��(y��n)�أ���ˣ������ˇλ�����S�������f ��߅�O(sh��)�Ã����A(y��)���b�ã��քe�x���߅����ͬ ���c(di��n)�M(j��n)�Џ��������C�A(y��)����֡�
4.3��߈A�P���ļ����|(zh��)��
��(du��)�ڲ��ÈA�P����ˇ�����C��䓹������ȵ� �������ܙC(j��)�M�����к��߅����ƽ���Ⱥ͏��� ����?q��)����Ϳp"�N��"Ҳ��һ����Ӱ�O
��ǰ����(sh��)�����������a(ch��n)���A�P���еİ��b�� �÷�ʽ��D6��ʾ���ϼ������⣬�¼����ڃ�(n��i)���� �����^���У��ϼ������µļ�������(d��o)���߅�� ���®a(ch��n)�������ԏ���׃�Σ��ڼ�������ȥ���� ��׃�β��ֻ֏�(f��)��������׃�β���(d��o)���߅�� ���������䏝�����������c߅���A(y��)���ķ����� �����c���Ϳp���е�"�N��"��B�ӣ���ˢ�˳��� �p"�N��"����һ���棬���Ќ�(d��o)�µķ��������� �a(ch��n)���ڎ��߅��15 -20 mm��(n��i)��Ҫ����߅���A(y��)�� �b���M(j��n)�з������������ܡ�
��ͨ�^�{(di��o)���A�P���еIJ��÷�ʽ��Q������ �}������7��ʾ�����ϼ��в����ڃ�(n��i)���¼��в��� ���⡣�����^���У��¼��Ќ�(du��)��䓵ļ��������ϣ�
/1h = l +��m��+ /1l + (0. 5 - 1. 0) �� ʽ��: l��䓹��Q���;
8maxһ��䓺�ȘO����ƫ��;
/1tһ����^β��(du��)�ӿp������e(cu��)߅����
ԓ�Y(ji��)��(g��u)ͬ��Ҫ����(j��)��ͬ���ͽǺ�䓹�Ҏ(gu��)���O(sh��)Ӌ(j��)����(y��ng)���A(y��)����Ҫ���Cԓ�b��������������(du��)�� ��^β��(du��)������˸���Ҫ��:һ�nj�(du��)�ӿp�e(cu��)߅�� ��횇�(y��n)����ƣ����nj�(du��)��䓃�߅���c�A(y��)�����ȷ� ����(n��i)�Č�(du��)�Ӻ��p����M(j��n)��ĥƽ̎����ĥ����߿� ����0-0.5 mm��(n��i)��
(3)�������A(y��)���bֱ
�m܇?y��n)��A(y��)���b�û����Y(ji��)��(g��u)��D5��ʾ���b���� Ҫ�����w�����A(y��)�����C(j��)��(g��u)(݆�U�p�� ��)�������A(y��)����3#�A(y��)�����M(j��n)�˙C(j��)��(g��u)�Ȳ����M �ɡ��b�ÿ�����������؎�䓌��ȷ������w�M(j��n) �ˣ����{(di��o)��(ji��)����A(y��)�����Ⱥ͏����c(di��n)λ�á�2#�A(y��)�� ����������늄�(d��ng)݆�U�C(j��)��(g��u)�Ԅ�(d��ng)�{(di��o)����3#�A(y��) ���ڎ�䓌��ȷ����ϵ��M(j��n)�˲����ք�(d��ng)�z�U����(d��ng) �C(j��)��(g��u)�{(di��o)����ͨ�^�{(di��o)�����A(y��)���ĉ�������Y�A(y��)�� ݗ���M(j��n)������M�㲻ͬ䓹�Ҏ(gu��)��ͳ��ͽnj�(du��)��� ߅�����A(y��)��Ҫ��
����ԓ�A(y��)���b��Ҳ����һ���ľ����ԡ����� �b�ñ����ڎ�䓌��ȷ���ռ��(j��)�Ŀ��g�^���ڲ��� խ��(��䓹��������\(y��n)��(d��o)�匒��+5��mm)���a(ch��n)�r(sh��) ��߅�A(y��)��Ч���^���һ���棬���b�ñ���M��� ����Ƽs�����������λ��(d��o)����x���߅������(du��)�^ �h(yu��n)���o����f�;��Ŀ��Ǝ�����һ�����y�ȣ��ڱ� ���䓼�(j��)䓹����a(ch��n)�r(sh��)�f�;������y�ȸ���
4.2��(y��u)���{(di��o)��߅���A(y��)����ˇ����(sh��)
�oՓ���������ķN�Y(ji��)��(g��u)���b�Ì�(du��)���߅���M(j��n) ���A(y��)������(du��)�A(y��)����ˇ����(sh��)�M(j��n)�к����{(di��o)���Ͳ�����(y��u)
��������Ҫ������(j��)��ͬ�ij��ͽǡ�䓹ܹ���� ��(j��)���ں�ͳ��Ϳp"�N��"�̶Ȍ�(du��)�A(y��)���b�����w�M(j��n) ���������A(y��)��ݗ�����������߅���������ȡ����� �c(di��n)λ�õ���Ҫ��ˇ����(sh��)�M(j��n)���{(di��o)���������࿂�Y(ji��)��(y��u) �����M���(bi��o)��(zh��n)��(du��)���Ϳp"�N��"��ָ��(bi��o)��Ҫ��
��ǰ��ԭ�������֪�����Ϳp�f��߅"�N��" ������߅��(y��n)�أ���ˣ������ˇλ�����S�������f ��߅�O(sh��)�Ã����A(y��)���b�ã��քe�x���߅����ͬ ���c(di��n)�M(j��n)�Џ��������C�A(y��)����֡�
4.3��߈A�P���ļ����|(zh��)��
��(du��)�ڲ��ÈA�P����ˇ�����C��䓹������ȵ� �������ܙC(j��)�M�����к��߅����ƽ���Ⱥ͏��� ����?q��)����Ϳp"�N��"Ҳ��һ����Ӱ�O
��ǰ����(sh��)�����������a(ch��n)���A�P���еİ��b�� �÷�ʽ��D6��ʾ���ϼ������⣬�¼����ڃ�(n��i)���� �����^���У��ϼ������µļ�������(d��o)���߅�� ���®a(ch��n)�������ԏ���׃�Σ��ڼ�������ȥ���� ��׃�β��ֻ֏�(f��)��������׃�β���(d��o)���߅�� ���������䏝�����������c߅���A(y��)���ķ����� �����c���Ϳp���е�"�N��"��B�ӣ���ˢ�˳��� �p"�N��"����һ���棬���Ќ�(d��o)�µķ��������� �a(ch��n)���ڎ��߅��15 -20 mm��(n��i)��Ҫ����߅���A(y��)�� �b���M(j��n)�з������������ܡ�
��ͨ�^�{(di��o)���A�P���еIJ��÷�ʽ��Q������ �}������7��ʾ�����ϼ��в����ڃ�(n��i)���¼��в��� ���⡣�����^���У��¼��Ќ�(du��)��䓵ļ��������ϣ�
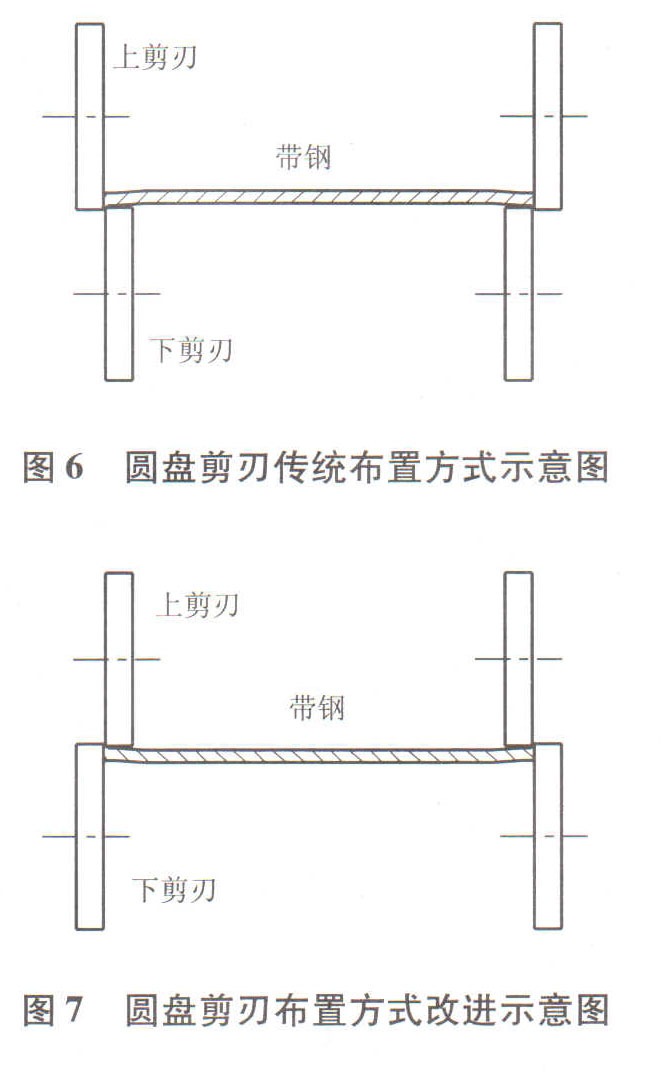
���߅���a(ch��n)������׃�εď����������ϣ��c߅�� �A(y��)���ķ�����ͬ������Ч������Ϳp"�N��"��
4.4�x����m�ij��ͽ�
API SPEC 5L��(bi��o)��(zh��n)Ҏ(gu��)��:�����������a(ch��n)�Č� (�����匒)��(䓹��⏽)�Ȟ�0.8 _3.0[4]��Ҳ �����f���ͽǷ�����15�� - 75�㡣�Ľ�(j��ng)��(j��)�Կ��]�� ���ͽ�ԽСԽ�ã���������a(ch��n)Ч�ʣ������N���� ���ġ��Ŀ����Կ��]������С���ͽǕr(sh��)�����Ϳp "�N��"�ӄ������ͺ��ӵķ�(w��n)���Խ���;���ô�� �ͽ����a(ch��n)�r(sh��)������Ч������Ϳp"�N��"�������a(ch��n) Ч������(du��)�^�ͣ��������ĸߡ�ͬ�r(sh��)�����]䓏S���� ����܈��䓌��ȷ��������أ����a(ch��n)��ֱ��䓹ܕr(sh��) ��(y��ng)�x������(du��)ƫ��ij��ͽǣ����a(ch��n)Сֱ��䓹ܕr(sh��)��(y��ng) �x������(du��)ƫС�ij��ͽǡ���ˣ������a(ch��n)��(j��ng)��(j��)�ԡ��� ���Ժͳ��Ϳp"�N��"�ȶ��C�Ͽ��]����45�� -65��������(n��i)��(y��u)�x���ͽ��^���m�ˡ�
4.5���״�ʩ
���߅���A(y��)���b�ð��b���f�͙C(j��)�ͳ����˿� ��䓿�����֮�g�����߅����(j��ng)�A(y��)��̎����Ҫͨ �^һ��(du��)���������M(j��n)������������ԓ������ ��ݗ���O(sh��)Ӌ(j��)��횝M���A(y��)����䓶���Ŀ���Ҫ ��t����(hu��)��(d��o)����f�;������y�ȼӴ�͎� �߅���D��Ȇ��}���F(xi��n)������8��ʾ�����߅�� ��(j��ng)�A(y��)����������c��ֱ����ڊA�Ǧ£��˿ڿ��� ���A�A���O(sh��)Ӌ(j��)�r(sh��)��Ҳ��(y��ng)��½��F��������Ч ���Ǝ���f�;���
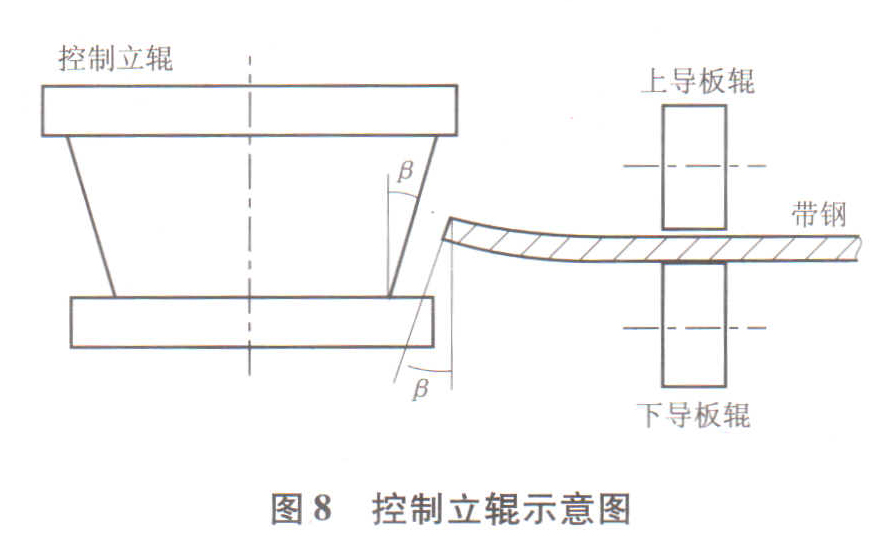
��(d��ng)�˿����A�A���O(sh��)Ӌ(j��)��D8��ʾ�F���r(sh��)�� ������"��ƫ"��(y��n)�أ��������^���������A �F�挦(du��)��䓶���������µķ������͕�(hu��)��(d��o)��� ߅��������(����(d��o)������֧�c(di��n)) �����߅�� �����A(y��)�������p�A(y��)��Ч������ˣ������F�����r(sh��) ��횱��C����f��ƽ��(w��n)���Ž^��(y��n)��"��ƫ"���pС �����������⎧���������
5�Y(ji��)�Z
���Ϳp"�N��"�����ڎ��߅��׃�β���� ��ɵģ�"�N��"���c߅��׃�������Сֱ���� �P(gu��n)��߀�c���ͽǡ�����䓼�(j��)�ͱں���������P(gu��n)���� ����С���ͽ����a(ch��n)��Сֱ��䓹ܕr(sh��)���F(xi��n)ͻ�����^ ��(y��n)�صij��Ϳp"�N��"��(du��)�a(ch��n)Ʒ�|(zh��)������^��Ӱ푣� ��Σ���ԺܴP���J(r��n)��:��ˇ�O(sh��)Ӌ(j��)�r(sh��)��(y��u)�x���� �ǡ���(y��u)���{(di��o)�����߅���A(y��)����ˇ����(sh��)�����M(j��n)�A(y��)���b ���ͺͽY(ji��)��(g��u)�O(sh��)Ӌ(j��)����ߎ��߅�������|(zh��)������ ������Ϳp"�N��"�Ŀ��д�ʩ������Ч���Ƴ��� �p"�N��"��ָ��(bi��o)��ʹ��M��a(ch��n)Ʒ��(bi��o)��(zh��n)Ҫ����� ���ͺ����|(zh��)����
�����īI(xi��n):
[1] Q/SY XQ14-2��3������|ݔ�ܵ������������p�� ���ܼ��g(sh��)�l��[S] .
[2]���ƣ�������.С���ͽ��������ܺ��p�Ѽy�ķ����c ����[1].���ܣ�2��5��28(Ի:75 -76.
[3]�����.�������ܳ���ˇ[J] .����ͨӍ��1980 ( I ) : 18 -19.
[4] API SPEC 5L���ܾ��~��Ҏ(gu��)��(��43��)[S] .
���ߺ�(ji��n)��:������(1969 - ) ���У���(j��)���̎���1991�ꮅ�I(y��) ���L(zh��ng)����W(xu��)(ԭ���hʯ�͌W(xu��)Ժ)�V�I(y��)�C(j��)е���I(y��)���������� �������칤ˇ�c�b�似�g(sh��)������
�ո�����:2��7һ07 -03 ��:�x��ϼ
���(qu��n)����@�D(zhu��n)�dՈ(q��ng)ע����http://thande.com.cn/Indu52.html
�a(ch��n)Ʒ��� Product categories
��������Recent Posts