���Č�(du��)�����p�A(y��)�����ܺ��p�M�������ܵ�Ӱ�
���P(gu��n)���£�
���Č�(du��)�����p�A(y��)�����ܺ��p�M�������ܵ�Ӱ�
�����ѣ����ԏ�(qi��ng)
ժҪ:ᘌ�(du��)L450�ܾ�������p�A(y��)�������������a(ch��n)�г��F(xi��n)�ĺ��p�_�����ܲ��ϸ�Ć��}�� ���Q��Cr�� Ni�� Ti��Ԫ�غ����^�ߵĺ��z�M(j��n)�к��ӣ�ͨ�^��(du��)��ͬƥ���º��pȡ�ӣ����M(j��n)�� �@�M�������W(xu��)���ܷ������Y(ji��)���@ʾ�����Q���z�p�M����������ɂ�(c��)�ֲ����ȹ��� �F���w(PF)�����p�٣���Ҫ��ᘠ��F���w(AF)����������ᘠ��F���w���ȹ����F���w�ľ� �����鼚(x��)С���_���g�������@��ߡ�
�P(gu��n)�I�~:�����p�A(y��)����;���ijɷ�;�ȹ����F���w;ᘠ��F���w;�_���g��
The Effect of Welding Material on Weld Microstructure and Properties of Spiral Two-step Welding Pipe
Abstract: Aim at the problem of LASO steel weld impact property which occurred in mass production spiral two-step welding pipe�� using the welding wire with higher contents of Cr�� Ni ��Ti and other elements to conduct welding�� weld sample was taken out through different welding match�� the microstructure and mechanical properties were analyzed�� the results indicated that the total quantity of proeutectoid ferrite distributed in both sides of column crystal was reduced after replacing welding wire. The weld microstructure mainly included acicular ferrite�� the grain of acicular ferrite (AF)�� proeutectoid fen'ite (PF)was finer�� its impact toughness value was obviously increased. Key words: spiral two-step welding pipe; welding material component; proeutectoid ferrite (PF); acicular fenite (AF); impact toughness
ǰ��
����19���o(j��)70������ô��O(sh��)��Ȼ��� ���Ͳ������ɵ�ͬ������˾�����ṩ���A(y��)���;��������a(ch��n)��ˇ���˹�ˇ�ַQ��ɲ������a(ch��n)��ˇ�� �A(y��)�������ۻ��O���w���o(h��)�����A(y��)���ٶȼ���䓳����f���ٶȣ����_(d��)3-5m/min��䓹ܵă�(n��i)��������Ϊ�(d��)���_(t��i)����ͨ�^�ұۺ�����ɣ��⺸�ھ� ���_(t��i)�����M(j��n)�У�����������܇?y��n)����ϼ�����ǰ�?��(d��ng)������ͬ�r(sh��)���A�ܝL��(d��ng)�����������\(y��n)��(d��ng)�c���p��������ͬ����ʹ��(n��i)�⺸�ĺ��ӿ��B�m(x��)�M(j��n)��[�T�� Ŀǰ����(n��i)�����ƹ���I(y��)�Lԇ���M(j��n)���@-���a(ch��n)��
ˇ������ɳ��䓹S�����аl(f��)�O(sh��)Ӌ(j��)�ć��a(ch��n)�C(j��)�M�� ���_ʼͶ�a(ch��n)��Ŀǰԓ��I(y��)����2�׳����A(y��)���C(j��)�M�� 4�����C(j��)�M���A(y��)������ˇ���g(sh��)��Ŀǰ����(n��i) �����������^�����M(j��n)���ƹܹ�ˇ���g(sh��)�����ă�(y��u)�c(di��n)����Ч�ؽ�Q�˳��ͺͺ���֮�g����ɔ_���}����ְl(f��)�]�˳��ͺͺ��ӵĸ��ԃ�(y��u)��(sh��)����(sh��)�F(xi��n)�˸��ٳ��ͺ͵��ٺ��ӵ��ЙC(j��)�Y(ji��)�ϣ��O�����������a(ch��n)���Įa(ch��n)�����|(zh��)����Ч�ؽ��������a(ch��n)�ɱ����P��ᘌ�(du��)IA50�ܾ�������p�A(y��)���������� �a(ch��n)�г��F(xi��n)��һЩ���}�M(j��n)�����о��������˶�N����ƥ�䣬��(du��)�õ��ĺ��p�@�M���������M(j��n)�з���ӑՓ��
�����ѣ����ԏ�(qi��ng)
ժҪ:ᘌ�(du��)L450�ܾ�������p�A(y��)�������������a(ch��n)�г��F(xi��n)�ĺ��p�_�����ܲ��ϸ�Ć��}�� ���Q��Cr�� Ni�� Ti��Ԫ�غ����^�ߵĺ��z�M(j��n)�к��ӣ�ͨ�^��(du��)��ͬƥ���º��pȡ�ӣ����M(j��n)�� �@�M�������W(xu��)���ܷ������Y(ji��)���@ʾ�����Q���z�p�M����������ɂ�(c��)�ֲ����ȹ��� �F���w(PF)�����p�٣���Ҫ��ᘠ��F���w(AF)����������ᘠ��F���w���ȹ����F���w�ľ� �����鼚(x��)С���_���g�������@��ߡ�
�P(gu��n)�I�~:�����p�A(y��)����;���ijɷ�;�ȹ����F���w;ᘠ��F���w;�_���g��
The Effect of Welding Material on Weld Microstructure and Properties of Spiral Two-step Welding Pipe
Abstract: Aim at the problem of LASO steel weld impact property which occurred in mass production spiral two-step welding pipe�� using the welding wire with higher contents of Cr�� Ni ��Ti and other elements to conduct welding�� weld sample was taken out through different welding match�� the microstructure and mechanical properties were analyzed�� the results indicated that the total quantity of proeutectoid ferrite distributed in both sides of column crystal was reduced after replacing welding wire. The weld microstructure mainly included acicular ferrite�� the grain of acicular ferrite (AF)�� proeutectoid fen'ite (PF)was finer�� its impact toughness value was obviously increased. Key words: spiral two-step welding pipe; welding material component; proeutectoid ferrite (PF); acicular fenite (AF); impact toughness
ǰ��
����19���o(j��)70������ô��O(sh��)��Ȼ��� ���Ͳ������ɵ�ͬ������˾�����ṩ���A(y��)���;��������a(ch��n)��ˇ���˹�ˇ�ַQ��ɲ������a(ch��n)��ˇ�� �A(y��)�������ۻ��O���w���o(h��)�����A(y��)���ٶȼ���䓳����f���ٶȣ����_(d��)3-5m/min��䓹ܵă�(n��i)��������Ϊ�(d��)���_(t��i)����ͨ�^�ұۺ�����ɣ��⺸�ھ� ���_(t��i)�����M(j��n)�У�����������܇?y��n)����ϼ�����ǰ�?��(d��ng)������ͬ�r(sh��)���A�ܝL��(d��ng)�����������\(y��n)��(d��ng)�c���p��������ͬ����ʹ��(n��i)�⺸�ĺ��ӿ��B�m(x��)�M(j��n)��[�T�� Ŀǰ����(n��i)�����ƹ���I(y��)�Lԇ���M(j��n)���@-���a(ch��n)��
ˇ������ɳ��䓹S�����аl(f��)�O(sh��)Ӌ(j��)�ć��a(ch��n)�C(j��)�M�� ���_ʼͶ�a(ch��n)��Ŀǰԓ��I(y��)����2�׳����A(y��)���C(j��)�M�� 4�����C(j��)�M���A(y��)������ˇ���g(sh��)��Ŀǰ����(n��i) �����������^�����M(j��n)���ƹܹ�ˇ���g(sh��)�����ă�(y��u)�c(di��n)����Ч�ؽ�Q�˳��ͺͺ���֮�g����ɔ_���}����ְl(f��)�]�˳��ͺͺ��ӵĸ��ԃ�(y��u)��(sh��)����(sh��)�F(xi��n)�˸��ٳ��ͺ͵��ٺ��ӵ��ЙC(j��)�Y(ji��)�ϣ��O�����������a(ch��n)���Įa(ch��n)�����|(zh��)����Ч�ؽ��������a(ch��n)�ɱ����P��ᘌ�(du��)IA50�ܾ�������p�A(y��)���������� �a(ch��n)�г��F(xi��n)��һЩ���}�M(j��n)�����о��������˶�N����ƥ�䣬��(du��)�õ��ĺ��p�@�M���������M(j��n)�з���ӑՓ��
1ԇ�(y��n)����
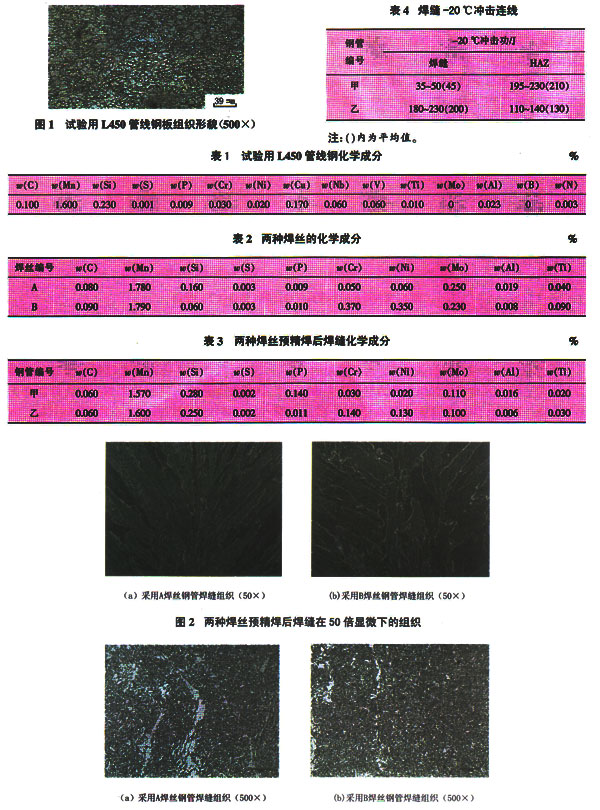
ԇ�(y��n)��ԭ�Ϟ����(n��i)ij䓏S���a(ch��n)��rA50�ܾ� 䓰壬���12.7mm�����^��ò��D1��ʾ��
�仯�W(xu��)�ɷ�Ҋ��1����M����Ҫ��ᘠ��F���w�͉K���F���w��
�x��A�� B�ɷN���z�M(j��n)���A(y��)�������a(ch��n)���ɷN ���z���W(xu��)�ɷ�Ҋ��2��
�ɷN���z���W(xu��)�ɷֲ�^�^(q��)�e��Ҫ�w�F(xi��n) ���ģ� Ni�� AI�� Ti��Ԫ���ϣ� B���z��Cr�� Ni�� TiԪ�غ����^�ߣ� AlԪ�غ����^�͡�ͬ�r(sh��)���� ��A�� B���z�M(j��n)�Ѓ�(n��i)�⺸�ӣ��քe�õ��ס��҃� ��䓹ܡ���3��ס��҃ɸ�䓹ܵĺ��p���W(xu��)�� �֣����Կ��������p�۷������Cr�� Ni�ɷֲ� ���^�� AI�� Ti�ɷ��^ĸ������׃����
�仯�W(xu��)�ɷ�Ҋ��1����M����Ҫ��ᘠ��F���w�͉K���F���w��
�x��A�� B�ɷN���z�M(j��n)���A(y��)�������a(ch��n)���ɷN ���z���W(xu��)�ɷ�Ҋ��2��
�ɷN���z���W(xu��)�ɷֲ�^�^(q��)�e��Ҫ�w�F(xi��n) ���ģ� Ni�� AI�� Ti��Ԫ���ϣ� B���z��Cr�� Ni�� TiԪ�غ����^�ߣ� AlԪ�غ����^�͡�ͬ�r(sh��)���� ��A�� B���z�M(j��n)�Ѓ�(n��i)�⺸�ӣ��քe�õ��ס��҃� ��䓹ܡ���3��ס��҃ɸ�䓹ܵĺ��p���W(xu��)�� �֣����Կ��������p�۷������Cr�� Ni�ɷֲ� ���^�� AI�� Ti�ɷ��^ĸ������׃����
2ԇ�(y��n)�Y(ji��)��
�������p�z����(n��i)���z���Ԅ�(d��ng)�����ӷ����� ��ͬ���ӹ�ˇ����(sh��)��ͬһ��̖(h��o)�ĺ����քeƥ�� A�� B�ɷN���z�M(j��n)��䓹ܺ������a(ch��n)���ɷN䓹ܺ� �p����Ҫ���W(xu��)����Ҋ��4��
�ı�4��(sh��)��(j��)�п��Կ�����ʹ�ú��zA���a(ch��n) ����䓹ܼף��亸�p�Ć�ֵ�_���g�Բ����ܝM��
GB�d9711.1һ1997��Ҫ��(��ֵ40 J)�������Q�� �zB���a(ch��n)�����~���ң��亸�p�_���g�����˴� ������������(du��)���p���^��ò�M(j��n)�з������ס��҃� ��䓹ܵĺ��p�������ã��^��ƽ����
�D2��A�� B�ɷN���z�A(y��)������ĺ��p��50 ���@�µĽM�������Կ���������L�ķ��� ������ɂ�(c��)���ֲ�����ɫ���ȹ����F���w��
�ɷN���z�õ��ĺ��p�M���^(q��)�e����:�D2(a) ������ľ����^��(x��)С�����D2(b)�е������ �^�ִ���B���z���a(ch��n)����䓹ܺ��p�M���� ������ɂ�(c��)�ֲ����ȹ����F���w����Ҫ�Ȳ��� A���z����O�D3��A. B�ɷN���z�A(y��)������� ���p��500���@�µĽM�����ɈD���Կ������� ��B���z�A(y��)�������a(ch��n)�õ��ĺ��p�M����Ҫ��� ���F���w����������AF��PF�ľ���Ҫ�Ȳ��� A���z�ĸ��鼚(x��)С��
�ı�4��(sh��)��(j��)�п��Կ�����ʹ�ú��zA���a(ch��n) ����䓹ܼף��亸�p�Ć�ֵ�_���g�Բ����ܝM��
GB�d9711.1һ1997��Ҫ��(��ֵ40 J)�������Q�� �zB���a(ch��n)�����~���ң��亸�p�_���g�����˴� ������������(du��)���p���^��ò�M(j��n)�з������ס��҃� ��䓹ܵĺ��p�������ã��^��ƽ����
�D2��A�� B�ɷN���z�A(y��)������ĺ��p��50 ���@�µĽM�������Կ���������L�ķ��� ������ɂ�(c��)���ֲ�����ɫ���ȹ����F���w��
�ɷN���z�õ��ĺ��p�M���^(q��)�e����:�D2(a) ������ľ����^��(x��)С�����D2(b)�е������ �^�ִ���B���z���a(ch��n)����䓹ܺ��p�M���� ������ɂ�(c��)�ֲ����ȹ����F���w����Ҫ�Ȳ��� A���z����O�D3��A. B�ɷN���z�A(y��)������� ���p��500���@�µĽM�����ɈD���Կ������� ��B���z�A(y��)�������a(ch��n)�õ��ĺ��p�M����Ҫ��� ���F���w����������AF��PF�ľ���Ҫ�Ȳ��� A���z�ĸ��鼚(x��)С��
3ԇ�(y��n)�Y(ji��)������
�ں��ӹ�ˇ����(sh��)��ͬ�ėl���£������x�õ� ���z��ͬ����(d��o)�ɷN���p�ĽM�������W(xu��)���ܲ �^��A�� B�ɷN���z�ą^(q��)�e��Ҫ����Cr�� Ni�� AI�� Ti��Ԫ�غ�����ͬ��
CrԪ�������ƊW���w���D(zhu��n)׃����w(Cr)��O -2.3 %�l���£���(d��ng)w(Mn)��1.0 %�r(sh��)���S��Cr �������ӣ��ȹ����F���w�B�m(x��)�p�٣� AF�����S Cr���������Ӷ�����ɽ��
NiԪ�ز������ͦá�����׃�ضȣ��p���ȹ� ���F���w���������ƺ��p�ě_���g�ԣ����ҜpС �ؕ͜r(sh��)���p���ٵ�Ħ���������������(sh��)�����ӌ� �e(cu��)�ܣ����M(j��n)�ؕ͜r(sh��)����λ�e(cu��)�����ƣ��Ķ�ʹ�Ѽy �U(ku��)չ���Ĺ����ӣ��M(j��n)�����ԫ@���^�ߵĵ͜��g��3�� �ں��p���ٵ�����(g��)��s�ٶȷ�����(n��i)�� Ni����ʹ ��׃�ضȽ��ͣ�����ʹ��(c��)��l�F���w�_ʼ�D(zhu��n)׃�� �Ƚ��ͳ̶����@����ᘠ��F���w�_ʼ�D(zhu��n)׃�ضȵ� ���͡�����Mn���ڕr(sh��)Ni���@�NЧ��������� ���F���w�γ�[4]��
Al�Ǐ�(qi��ng)�������γ�Ԫ�أ����к�(qi��ng)��Ó�� �ͼ�(x��)�����������á�Al����ʹAF��ԭ�W���w����(n��i)���m�ĊA�s��t�κ��L���pӲ���c��(qi��ng)���S Al���������Ӷ������_���g�Ԅt�pС[2]��
Ti��(du��)�ͺϽ�ߏ�(qi��ng)������p���ٽM���� �����кܴ�Ӱ푡�ͬ�r(sh��)����Mo��Ti��(hu��)���͊W�� �w���F���w��׃�ضȣ���ʹ��׃�ضȅ^(q��)�g�s�̡���(d��ng) ��(Mo)��0.1 %-0.35%����(Ti)��0.03 % - 0.05 % �r(sh��)���ں��p���������ɷ�(w��n)�������ᘠ��F���w�M �����˕r(sh��)���p�_���g�����[40]��
ԭ�W���w�����ߴ���Ҫ�ɺ��Ӿ������ͺ��p ���ٻ��W(xu��)�ɷ֛Q�������p���������������� ԭ�W���w����׃С[2J�����Ͽ�֪��ĸ����weAl)�� 0.023%�� A���z��weAl)��0.019 %�� B���z�� weAl)��0.008%��������֪�������к��p��(n��i) �Ľ^�����(sh��)�ɷց�����ĸ�ġ����A(y��)�������p �Ц�(AI)��0.016 %���Һ��p�Ц�(AI)��0.006%�� �C���Һ��p��AlÓ�������ȼ��p��(qi��ng)�����ʹ ��B���z��䓹��Һ��p�������������^�٣���B ���z��ԭ�W���w��������ִ��ں��p��s�^�� �У���(x��)С�W���w�ֽ��PF�ʹ�AF��l�����^ ��W���w�ֽ��PF�ͼ�(x��)AF�����ڴ�ߴ羧���� ��������(du��)ҪС�����Դ֊W���w�����ֽ�a(ch��n)���� AF��ռ�ı����ܴ����B�m(x��)��s�^���У�PF�γɵĜضȸߣ��������γɕr(sh��)Ҫጷų��Y(ji��)�����ᣬ ʹ�W���w�^�������(du��)�pС���@�ஔ(d��ng)�ں��p���ٵ� ��s�ٶ�����(du��)�pС���@Ȼ����(x��)С�W���w�ľ����^ ��������PF�^�࣬ጷŵĽY(ji��)������Ҳ�^�࣬ ʹ��ԭ�W���w������(x��)С�r(sh��)������(n��i)�D(zhu��n)׃�a(ch��n)���� AF����ԭ�W���w�����ִ�r(sh��)������(n��i)�D(zhu��n)׃�a(ch��n)��鼚(x��) AF[�w��ˣ�����B���z���a(ch��n)���Һ��p�M������ Ʒ�^�ִ�������ɂ�(c��)�ֲ����ȹ����F���w�� ��Ҫ�Ȳ���A���z���١�
��?y��n)�B���z�ںϽ�Ԫ�غ������ӵ���r�� �������ȹ����F���w���������亸�p�M����ᘠ� �F���w������Cr��ꖣ� Ti�ȺϽ�Ԫ�ض������ګ@ �ü�(x��)�����M��������Խ��(x��)С����(qi��ng)�Ⱥ�Ӳ�ȄtԽ �ߣ�ͬ�r(sh��)�����g��ҲԽ�á��������B���z�� ���ĺ��p�_���g��Ҫ��A���z�ߡ�
�����īI(xi��n):
[ 1 Jë�܈F(tu��n)����־�h(yu��n)�������A����.���������A(y��)������ �a(ch��n)��ˇ[J].���ܣ�2010��33 (4 ):52-55.
[2J�����ڣ����㣬��־�x.�պϽ�䓺��p�����е�ᘠ��F ���w[JJ.�Ї�ʯ�ʹ�W(xu��)�W(xu��)��(b��o)��2003��27 (4 ):141-144.
[3J������Ҧ���䣬����������. X80�ܾ�����p�M�� ����������Ƶ�ԇ�(y��n)�о�[J].�Ї�ʯ�ʹ�W(xu��)�W(xu��)��(b��o)�� 2006��30(5 ):88-92.
[4J��.�tԣ�������ڣ���־��.��̼�ͺϽ�䓺��p���ٵ��@ �M������Ӱ�����[JJ��F��1999�� 34( 10):67-71.
���ߺ�(ji��n)��:������(1986-) ���У�2007�ꮅ�I(y��)������ʯ�ʹ� �W(xu��)�����W(xu��)�W(xu��)ʿ�������������̎�����Ҫ�����������ܺ� ���|(zh��)���c��ˇ����������
CrԪ�������ƊW���w���D(zhu��n)׃����w(Cr)��O -2.3 %�l���£���(d��ng)w(Mn)��1.0 %�r(sh��)���S��Cr �������ӣ��ȹ����F���w�B�m(x��)�p�٣� AF�����S Cr���������Ӷ�����ɽ��
NiԪ�ز������ͦá�����׃�ضȣ��p���ȹ� ���F���w���������ƺ��p�ě_���g�ԣ����ҜpС �ؕ͜r(sh��)���p���ٵ�Ħ���������������(sh��)�����ӌ� �e(cu��)�ܣ����M(j��n)�ؕ͜r(sh��)����λ�e(cu��)�����ƣ��Ķ�ʹ�Ѽy �U(ku��)չ���Ĺ����ӣ��M(j��n)�����ԫ@���^�ߵĵ͜��g��3�� �ں��p���ٵ�����(g��)��s�ٶȷ�����(n��i)�� Ni����ʹ ��׃�ضȽ��ͣ�����ʹ��(c��)��l�F���w�_ʼ�D(zhu��n)׃�� �Ƚ��ͳ̶����@����ᘠ��F���w�_ʼ�D(zhu��n)׃�ضȵ� ���͡�����Mn���ڕr(sh��)Ni���@�NЧ��������� ���F���w�γ�[4]��
Al�Ǐ�(qi��ng)�������γ�Ԫ�أ����к�(qi��ng)��Ó�� �ͼ�(x��)�����������á�Al����ʹAF��ԭ�W���w����(n��i)���m�ĊA�s��t�κ��L���pӲ���c��(qi��ng)���S Al���������Ӷ������_���g�Ԅt�pС[2]��
Ti��(du��)�ͺϽ�ߏ�(qi��ng)������p���ٽM���� �����кܴ�Ӱ푡�ͬ�r(sh��)����Mo��Ti��(hu��)���͊W�� �w���F���w��׃�ضȣ���ʹ��׃�ضȅ^(q��)�g�s�̡���(d��ng) ��(Mo)��0.1 %-0.35%����(Ti)��0.03 % - 0.05 % �r(sh��)���ں��p���������ɷ�(w��n)�������ᘠ��F���w�M �����˕r(sh��)���p�_���g�����[40]��
ԭ�W���w�����ߴ���Ҫ�ɺ��Ӿ������ͺ��p ���ٻ��W(xu��)�ɷ֛Q�������p���������������� ԭ�W���w����׃С[2J�����Ͽ�֪��ĸ����weAl)�� 0.023%�� A���z��weAl)��0.019 %�� B���z�� weAl)��0.008%��������֪�������к��p��(n��i) �Ľ^�����(sh��)�ɷց�����ĸ�ġ����A(y��)�������p �Ц�(AI)��0.016 %���Һ��p�Ц�(AI)��0.006%�� �C���Һ��p��AlÓ�������ȼ��p��(qi��ng)�����ʹ ��B���z��䓹��Һ��p�������������^�٣���B ���z��ԭ�W���w��������ִ��ں��p��s�^�� �У���(x��)С�W���w�ֽ��PF�ʹ�AF��l�����^ ��W���w�ֽ��PF�ͼ�(x��)AF�����ڴ�ߴ羧���� ��������(du��)ҪС�����Դ֊W���w�����ֽ�a(ch��n)���� AF��ռ�ı����ܴ����B�m(x��)��s�^���У�PF�γɵĜضȸߣ��������γɕr(sh��)Ҫጷų��Y(ji��)�����ᣬ ʹ�W���w�^�������(du��)�pС���@�ஔ(d��ng)�ں��p���ٵ� ��s�ٶ�����(du��)�pС���@Ȼ����(x��)С�W���w�ľ����^ ��������PF�^�࣬ጷŵĽY(ji��)������Ҳ�^�࣬ ʹ��ԭ�W���w������(x��)С�r(sh��)������(n��i)�D(zhu��n)׃�a(ch��n)���� AF����ԭ�W���w�����ִ�r(sh��)������(n��i)�D(zhu��n)׃�a(ch��n)��鼚(x��) AF[�w��ˣ�����B���z���a(ch��n)���Һ��p�M������ Ʒ�^�ִ�������ɂ�(c��)�ֲ����ȹ����F���w�� ��Ҫ�Ȳ���A���z���١�
��?y��n)�B���z�ںϽ�Ԫ�غ������ӵ���r�� �������ȹ����F���w���������亸�p�M����ᘠ� �F���w������Cr��ꖣ� Ti�ȺϽ�Ԫ�ض������ګ@ �ü�(x��)�����M��������Խ��(x��)С����(qi��ng)�Ⱥ�Ӳ�ȄtԽ �ߣ�ͬ�r(sh��)�����g��ҲԽ�á��������B���z�� ���ĺ��p�_���g��Ҫ��A���z�ߡ�
�����īI(xi��n):
[ 1 Jë�܈F(tu��n)����־�h(yu��n)�������A����.���������A(y��)������ �a(ch��n)��ˇ[J].���ܣ�2010��33 (4 ):52-55.
[2J�����ڣ����㣬��־�x.�պϽ�䓺��p�����е�ᘠ��F ���w[JJ.�Ї�ʯ�ʹ�W(xu��)�W(xu��)��(b��o)��2003��27 (4 ):141-144.
[3J������Ҧ���䣬����������. X80�ܾ�����p�M�� ����������Ƶ�ԇ�(y��n)�о�[J].�Ї�ʯ�ʹ�W(xu��)�W(xu��)��(b��o)�� 2006��30(5 ):88-92.
[4J��.�tԣ�������ڣ���־��.��̼�ͺϽ�䓺��p���ٵ��@ �M������Ӱ�����[JJ��F��1999�� 34( 10):67-71.
���ߺ�(ji��n)��:������(1986-) ���У�2007�ꮅ�I(y��)������ʯ�ʹ� �W(xu��)�����W(xu��)�W(xu��)ʿ�������������̎�����Ҫ�����������ܺ� ���|(zh��)���c��ˇ����������
�ӱ����R䓹�����ɷ�����˾
���(qu��n)����@�D(zhu��n)�dՈ(q��ng)ע����http://thande.com.cn/Hyzs26.html
�ИI(y��)֪�R(sh��)
�a(ch��n)ƷչʾProduct display
��������Recent Posts
��������More articles